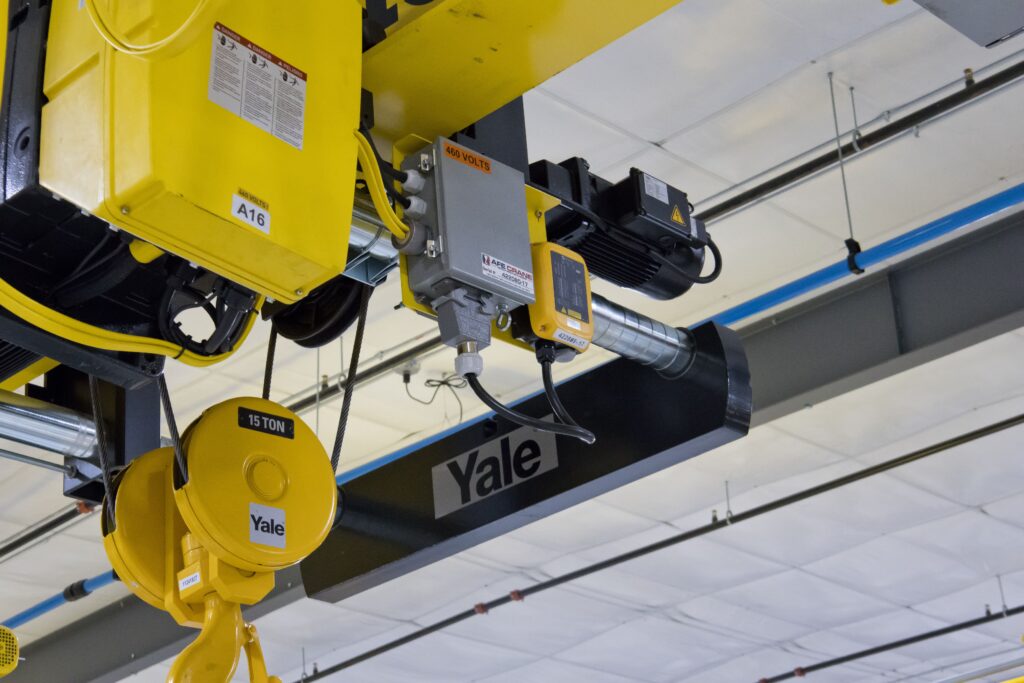
AFE Crane provides a variety of control options for overhead cranes, including pendant controls, radio remote controls, and custom designed systems. We also offer variable frequency drives (VFDs) for smooth and precise load handling, as well as programmable logic controllers (PLCs) for advanced automation and safety features.