
Overview
When a leading manufacturer in the metal finishing industry faced challenges with an outdated hoist and trolley system in their automated phosphate dipping operation, they turned to AFE Crane for a custom-engineered solution. The existing equipment needed to be replaced with a modern, robust system capable of meeting severe service requirements while integrating seamlessly with the existing infrastructure and PLC controls.
AFE Crane’s engineering expertise was pivotal in designing, fabricating, and implementing a high-performance solution tailored to the unique requirements of this application.
Project Challenges
The project presented several critical challenges. First, the new hoist and trolley system needed to be reverse engineered to run on the existing runway while integrating seamlessly with the facility’s PLC system. Second, the system was required to support a capacity of 1½ tons (3,000 lbs.), comply with CMAA Class E (severe service), and meet ASME H4 hoist duty classifications. Third, all components had to withstand harsh operating conditions while adhering to strict safety standards. Finally, the solution demanded comprehensive integration, including field measurement, precise engineering, assembly, testing, installation, and detailed documentation.
The AFE Crane Solution
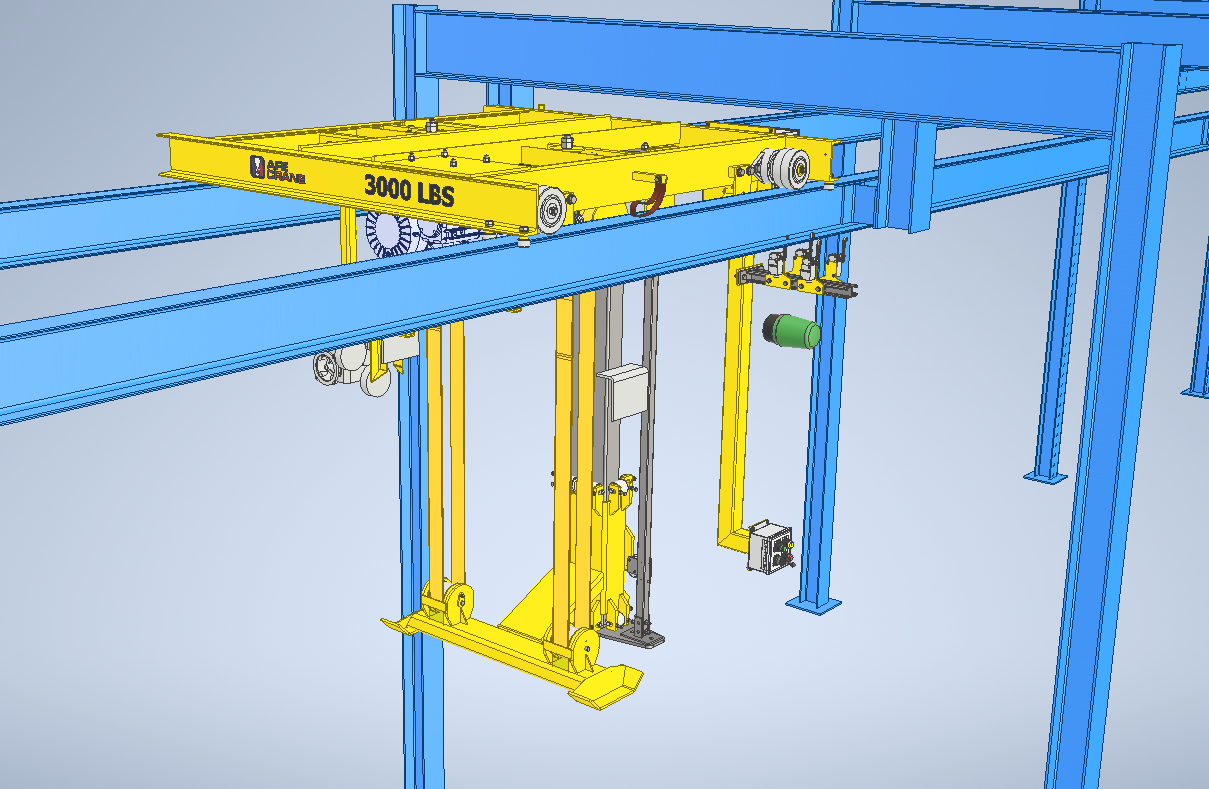
AFE Crane engineers developed a customized hoist and trolley system that included a robust combination of upgraded corrosion-resistant components. Stainless steel control and pendant enclosures were incorporated along with NEMA 4 corrosion-resistant encoders and limit switches, and stainless steel conduit, flex conduit, fittings, and cord grips. Additionally, the galvanized steel wire rope was replaced with two Polyester Slings requiring a redesign of the drum to accommodate the slings.
The upper unit was constructed with structural steel, featuring a robust trolley frame and pendant arm, a bracket for mounting the motor and gearbox for basket rotation, and drive and idler wheels. It also included trolley and hoist drive shafts, with all fasteners ASTM Grade 5 zinc-plated for corrosion resistance. The lower unit, also built with structural steel, included a durable load bar, wire rope sheaves, a mast guide, and mast guide rollers, all equipped with zinc-plated fasteners. The mast unit was fabricated from 304 stainless steel and featured a structural tube with precise running surfaces for the lower unit guide rollers, ensuring longevity and stability. The mast unit was left unpainted for durability in the operating environment.
All upper and lower unit components were powder-coated safety yellow for visibility and protection, with critical components like drive shafts and wheels left uncoated for optimal performance. The electrical system, rated NEMA 4/12, included limit switches, encoders, warning devices, and control enclosures, using a combination of rigid and flexible conduit for secure and reliable connectivity.
Project Execution
AFE Crane engineers conducted field measurements to assess the existing runway and ensure accurate sizing of the new system components. The system was then fully assembled and functionally tested at AFE Crane’s facility prior to shipment, guaranteeing operational integrity and reducing on-site installation time. Collaborating with the customer’s team, AFE Crane managed the installation, start-up, and load testing, ensuring compliance with CMAA and ASTM standards. Comprehensive system manuals, detailed spare part drawings, and purchase part lists were provided in hardcopy and electronic formats for future reference.
Conclusion
The newly installed hoist and trolley system delivered exceptional performance, seamlessly integrating with the existing infrastructure and PLC controls. Designed to withstand severe service conditions, the system exceeded safety and operational requirements, significantly enhancing productivity and reliability. This custom-engineered solution provided the manufacturer with a modernized system tailored to their unique needs. The upgraded corrosion-resistant components extended the system’s lifespan and reduced maintenance requirements, while the redesigned drum and polyester slings offered enhanced operational flexibility. By ensuring compliance with stringent industry standards, AFE Crane minimized downtime and optimized the facility’s overall efficiency.
AFE Crane’s ability to deliver innovative, high-quality solutions was key to the success of this project. By addressing complex engineering challenges and prioritizing durability, safety, and integration, AFE Crane demonstrated its commitment to exceeding customer expectations. The client expressed high satisfaction with the system’s performance and the comprehensive support provided throughout the project lifecycle.